Электроискровое легирование установка - Справочник Монтаж, техническое обслуживание и ремонт

В процессе GAP плазма фокусируется, проходя через тугоплавкий анод, одновременно увеличивая плотность дуги, её энергию и температуру. Процесс PTA начинается с поджига внутренней пилот-дуги, горящей между газоохлаждаемым катодом вольфрамовый электрод и водоохлаждаемым медным соплом. Сварочный припой, в виде мелкого порошка или проволоки подается в сварочную ванну, изолированную защитным газом от атмосферы. При этом плазменная дуга и тепловложение в сварочную ванну контролируются гораздо более тщательнее, чем при традиционной сварке. Энергия дуги почти полностью расходуется на плавление припоя, сводя разбавление основного металла к минимуму.











.jpg)
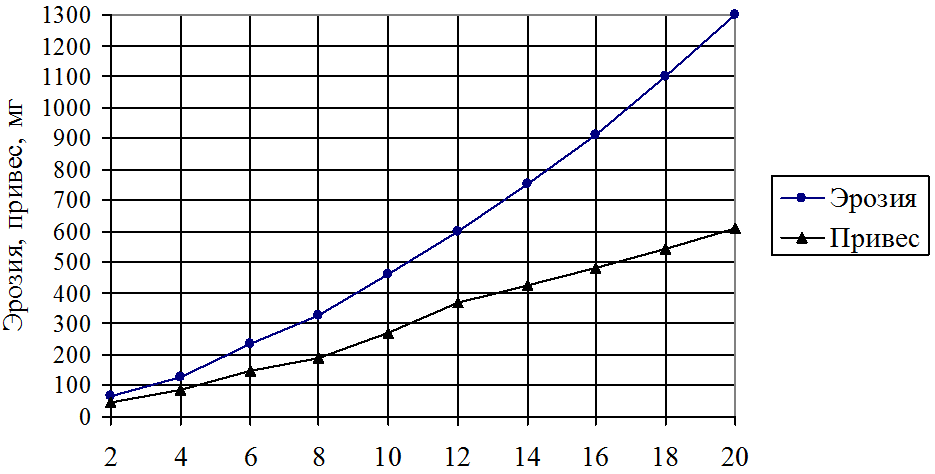
Известно, что для электроискрового легирования ЭИЛ широко применяются тугоплавкие металлы, твёрдые сплавы и реже жаропрочные высоколегированные стали и сплавы с высокими механическими свойствами [ 1 ]. Во многих случаях причиной этого являются трудности процесса ЭИЛ, связанные с «залипанием» анода при использовании вибратора. На наш взгляд основными причинами «залипания» являются:.
- Способ электроискровой обработки металлов, разработанный Б. Лазаренко и Н.
- Работа выполнена на кафедре «Технического сервиса машин» Инстит; механики и энергетики Мордовского государственного университета имс Н.
- Гарантия от 6 до 60 месяцев Гарантия на все купленные товары у нашей компании составляет от 6 до 60 месяцев. Лучшая цена Мы гордимся нашими ценами, их каждый день проверяют сотни клиентов, которые отдают выбор нашей компании!





Организация монтажных работ. Материально-технические средства монтажа оборудования. Технология монтажа оборудования. Наладка и пуск технологического оборудования. Охрана труда при монтаже и наладке оборудования.